



全自动数控母线折弯机
详细介绍 +
 一、主要性能特点
一、主要性能特点
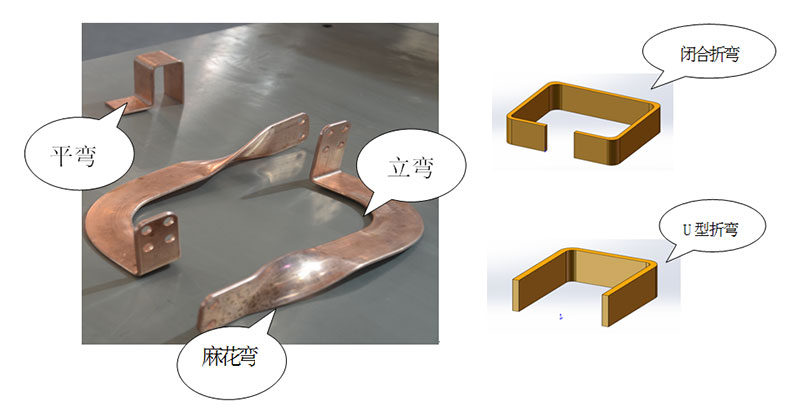
1)折弯机设置各种折弯类型:平弯、立弯、麻花弯、闭合折弯、U型折弯等。
2)采用闭式折弯机构, X、Y两轴使用精密直线导轨,保证加工精度,避免开式折弯的弊端,保证加工角度在宽度方向的一致。
3)折弯轴采用伺服控制,折弯精度高,稳定性高。
4)X轴最大行程2000mm,使单边加工长度增大,提高工件的加工范围。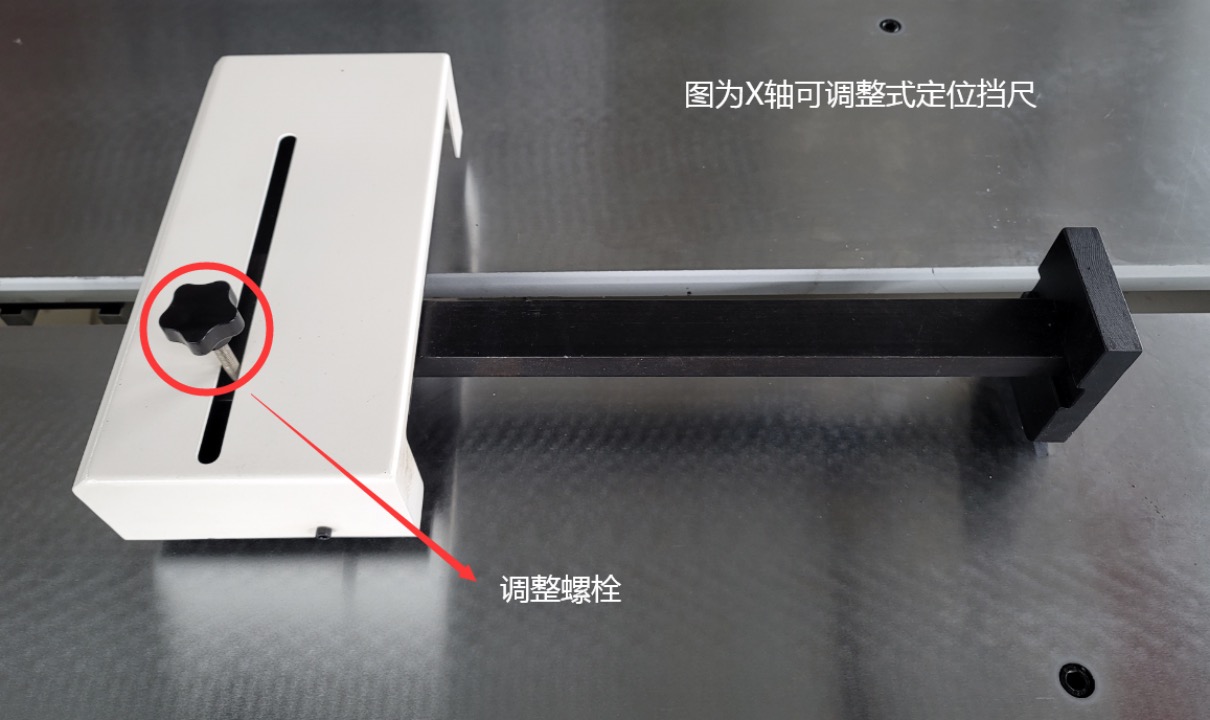
5)折立弯(选配)时,本机模具有自动夹紧和释放功能,保证加工平面的平整度,减少弯曲弧形的损伤。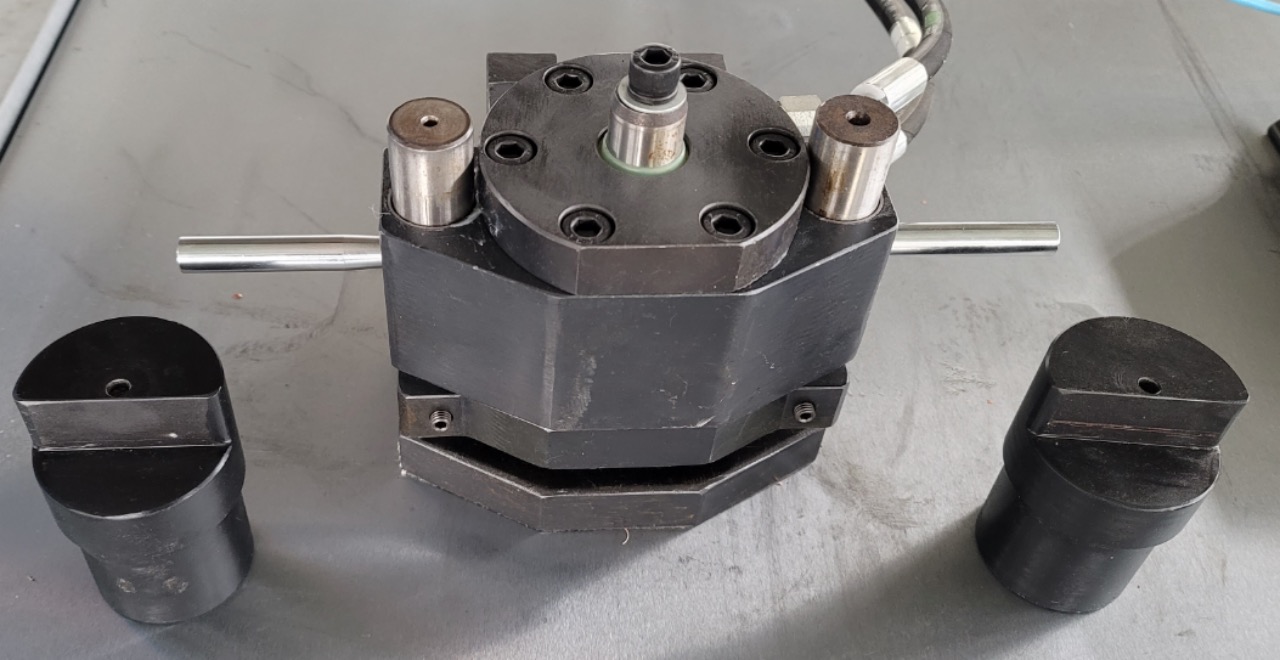
6)GJ3DXII可与冲剪机联网使用,对于弯曲次数较多的工件,能自动寻找折弯次序,实现编程自动化,能模拟折弯过程,根据模拟的折弯次序放置母排,避免折弯弯曲位置错误。设备可以选配电子凹模,其能将折弯角度与控制系统反馈校验,具有自动计算,实现精确折弯,加工精度高、效率快,能实现一次装夹,多工件连续加工成型等优点,每次折弯动作前无需使凹模与凸模定位校准,直接进行折弯动作。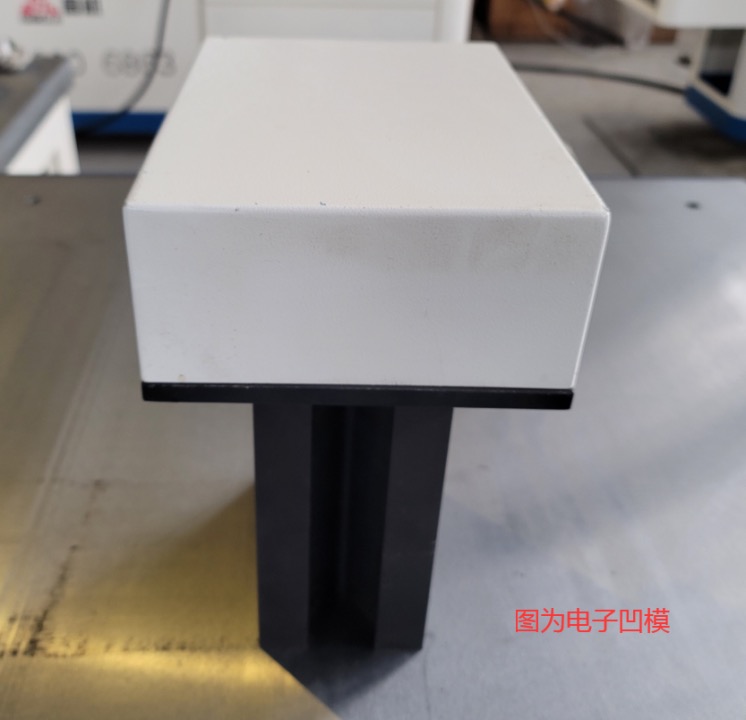
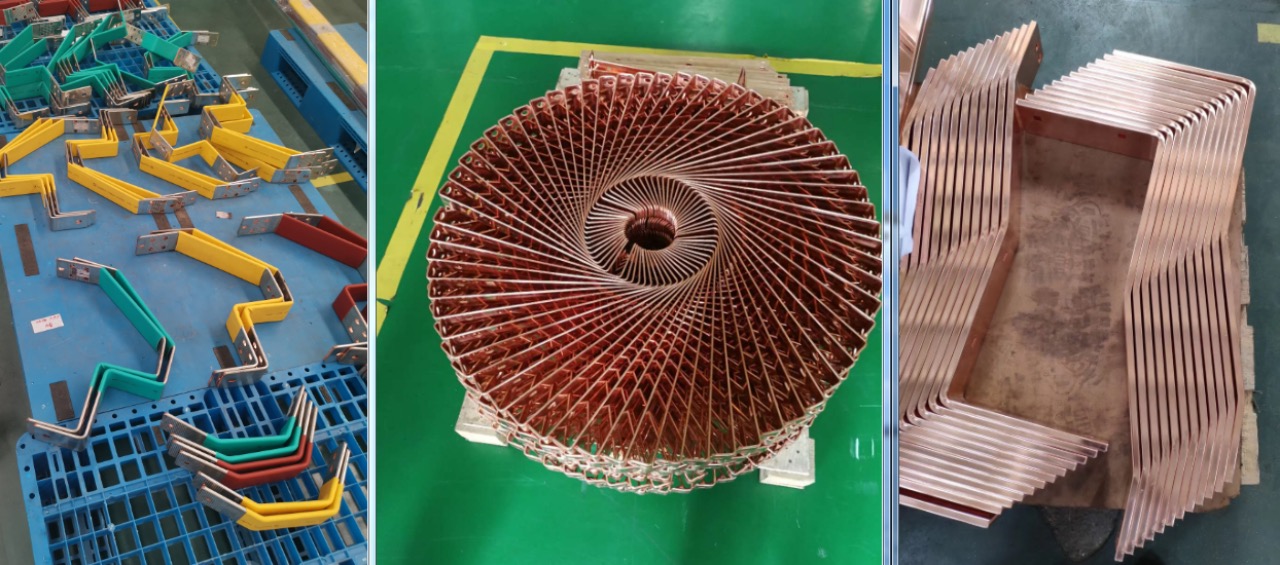
7)设备台面采用高精度台面,有效减少铜母线与设备台面的摩擦,更好的保护铜母线的表面。
8)PLC(可编程控制器)支持各种通讯协议,开放数据接口,支持与MES(生产信息化管理系统)、WMS(仓储管理系统)、ERP(企业资源计划系统)、PLM(产品生命周期管理)进行数据,且人机界面操作平台便于操作。
9)该机器与自动化铜排库、数控母线冲剪机、母线圆弧双动力加工中心、激光打标机配套使用,支持通过MES(生产信息化管理系统)、WMS(仓储管理系统)、ERP(企业资源计划系统)、PLM(产品生命周期管理)链接到服务器,形成母线加工无人化工厂系统。


平弯加工工艺数据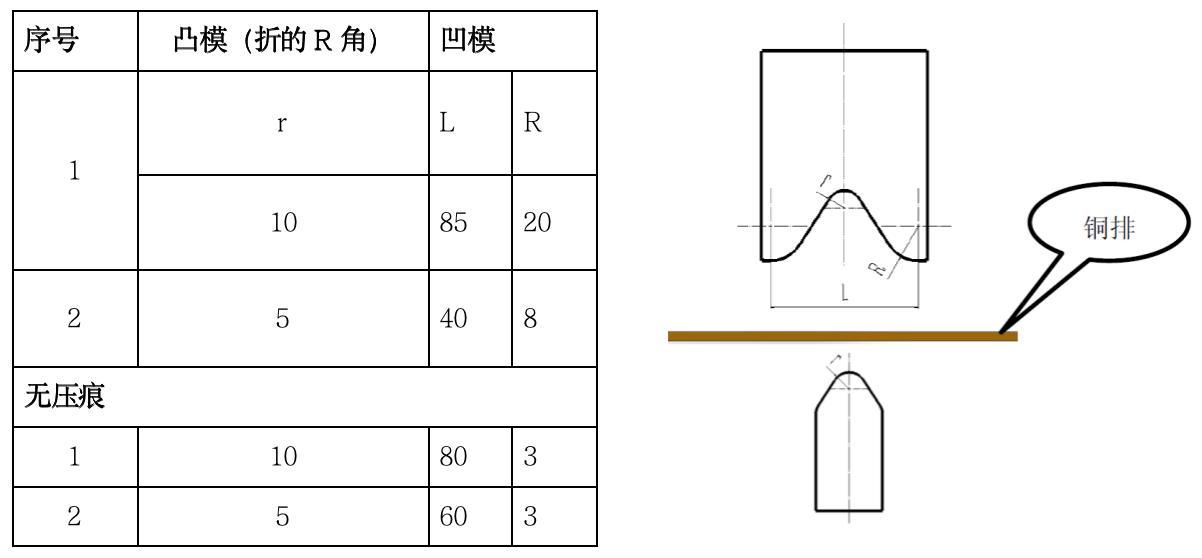
二、主要技术参数
|
名 称 |
单 位 |
参 数 |
|
最大扭矩 |
N.M |
90 |
|
额定扭矩 |
N.M |
38.5 |
|
折弯精度 |
゜ |
±0.2 |
|
折弯最大行程 |
mm |
250 |
|
侧挡料行程 |
mm |
2000 |
|
侧挡料最大移动速度(X轴) |
m/min |
96 |
|
折弯头(Y轴) |
mm/s |
66 |
|
Y轴重复定位精度 |
mm |
±0.02 |
|
U型折弯内宽最小 |
mm |
40(注:需要更小尺寸时请技术咨询我公司) |
|
最大折弯角度 |
゜ |
90 |
|
平 弯(宽度×厚度) |
mm |
200×15 |
|
立 弯(宽度×厚度) |
mm |
120×15 |
|
Y轴伺服电机功率 |
kW |
7/5.5 |
|
X轴伺服电机功率 |
kW |
0.75 |
|
电源总功率 |
kW |
9.8/8.8 |
|
主机外形尺寸:长×宽 |
mm |
3670×1980 |
|
总重量 |
kg |
2000 |
三、主要配置
|
控制部分 |
||||
|
序号 |
名 称 |
单位 |
数量 |
品牌 |
|
1 |
可编程控制器 |
个 |
1 |
SIEMENS INOVANCE |
|
2 |
感 应 器 |
个 |
6 |
Schneider |
|
3 |
控制按钮 |
组 |
1 |
Schneider |
|
4 |
低压电器件 |
个 |
10 |
ABB |
|
5 |
伺服 |
套 |
2 |
SIEMENS INOVANCE |
|
传动部分 |
||||
|
1 |
精密直线导轨 |
根 |
3 |
HIWIN |
|
2 |
精密滚珠丝杠 |
根 |
2 |
HIWIN |
|
3 |
丝杠支撑轴承 |
个 |
2 |
NSK |
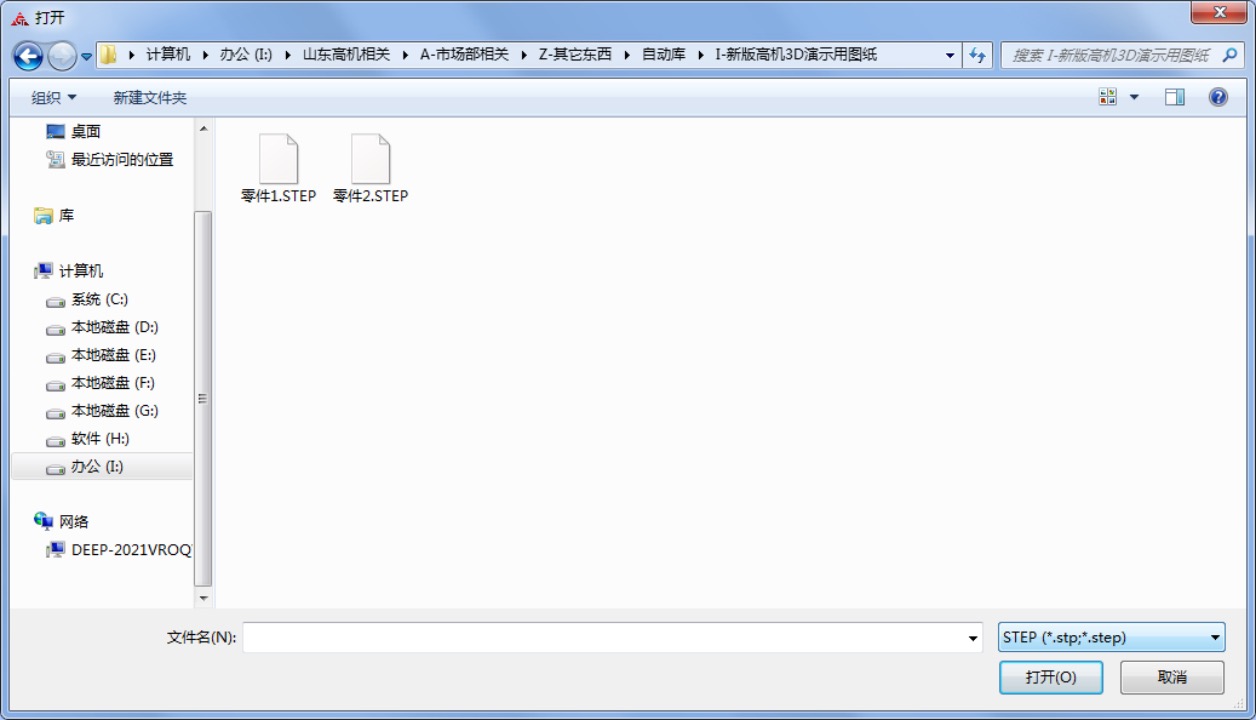
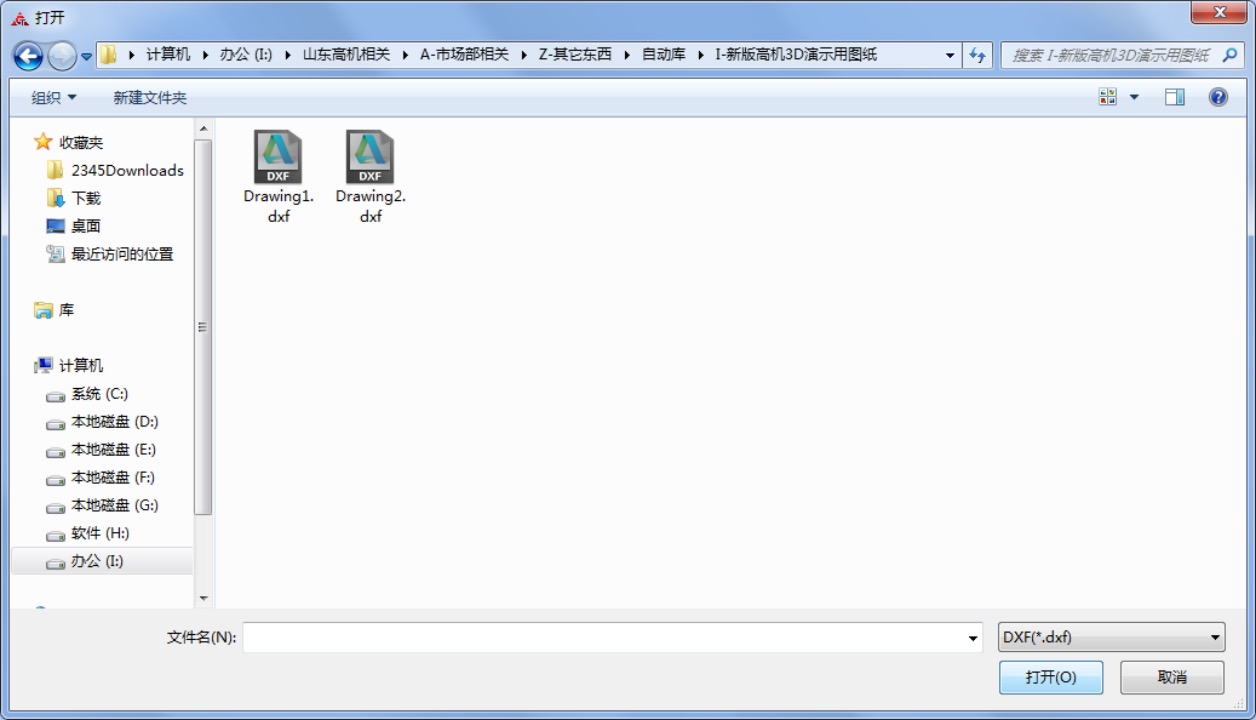
1)GJ3D软件可导入三维step格式的图纸文件,兼容solidworks等画图软件。可以保存加工图纸,下次加工直接从GJ3D软件中打开即可。也可以直接导入需要加工的图纸。
2)在软件中创建新图纸时,点击文件“新建”,根据“工程参数”设置排宽和排厚,然后“延伸”自己需要的长度。此时得到一个三维实体铜排。操作简单,提高工人工作的效率,大大减少在软件中消耗的学习时间。

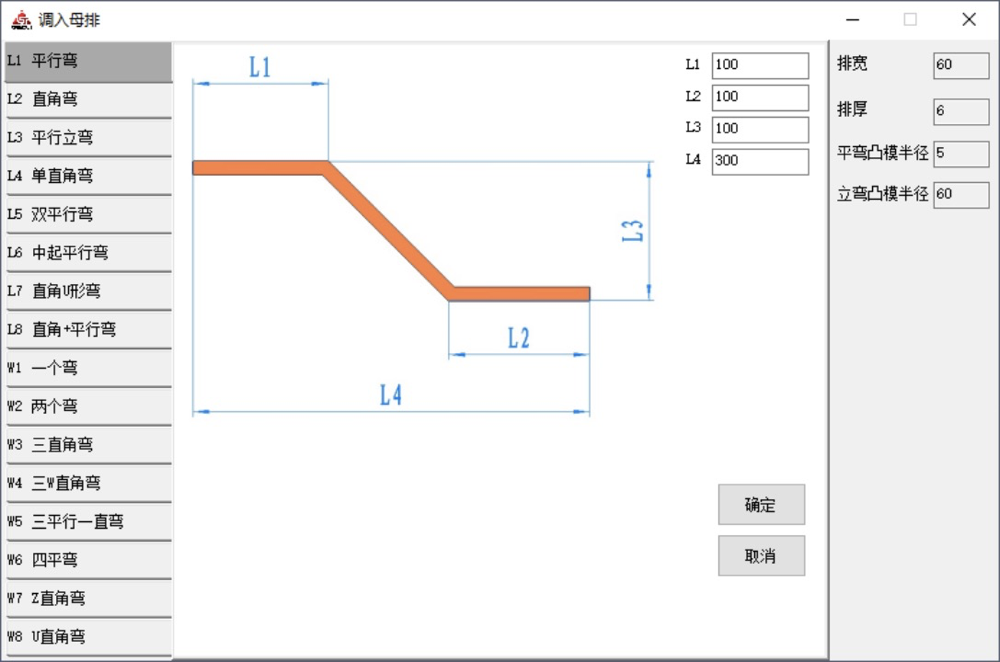
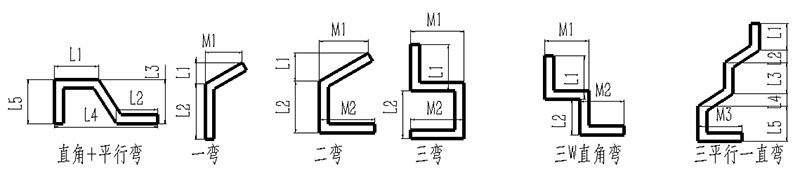
3)调入母排:软件中自有折弯模型,直接调入模型文件,后期可以根据客户需求增加模型库。调入母排:平行弯、直角弯、平行立弯、单直角弯、双平行弯、中起平行弯、直角U型弯、直角+平行弯、一个弯、两个弯、三直角弯、三平行一直弯、四平弯、Z直角弯、U直角弯、双直角平行弯、S型直角弯、双直角弯+平行立弯、直角平行弯+平行立弯。


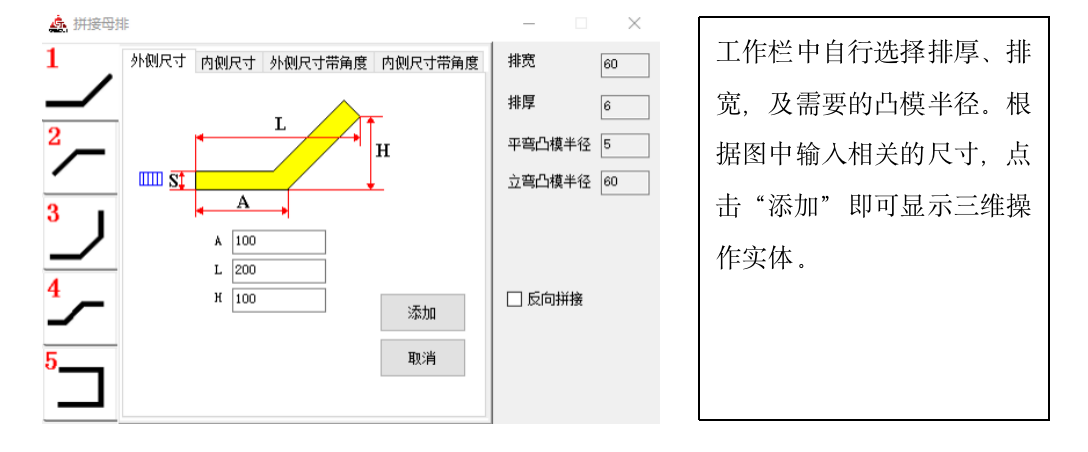
4)拼接母排:该功能有五种弯可以选择,可以根据自己需要进行拼接。
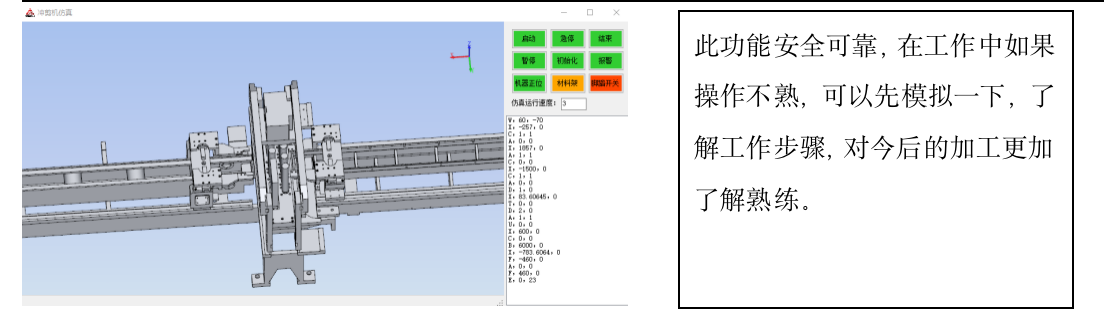
5)加工前的模拟:需要加工的图纸完成后,点击“工程展开”然后点击上方的“冲剪代码”出现一工作栏上方的“模拟”按钮点开即可,如下图
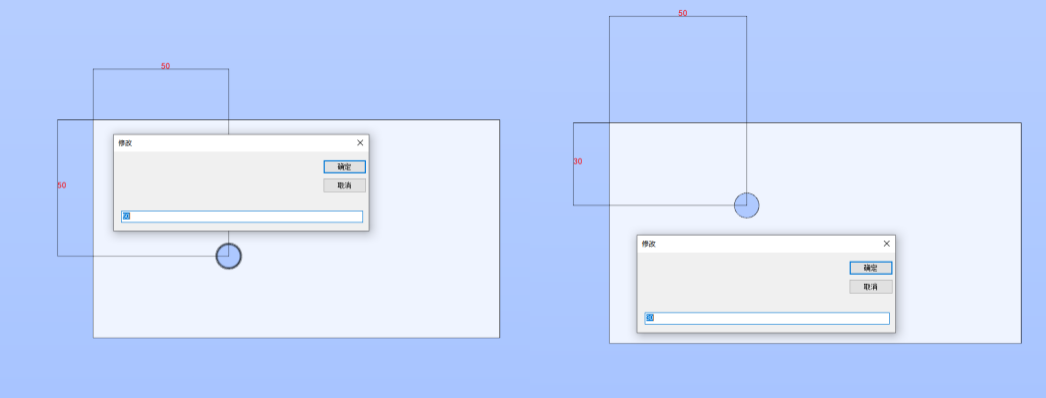
6)尺寸更改:在作图过程中发现尺寸有误,点击尺寸按钮给工件更改尺寸,按照这个更改的尺寸方法,根据客户需求可以改变先前所有的尺寸数据。
在点击尺寸按钮的前提下,单机需要更改的尺寸,在尺寸框里面输入数据,按“回车键”即可,方便快捷,充分体现了技术化和人性化。
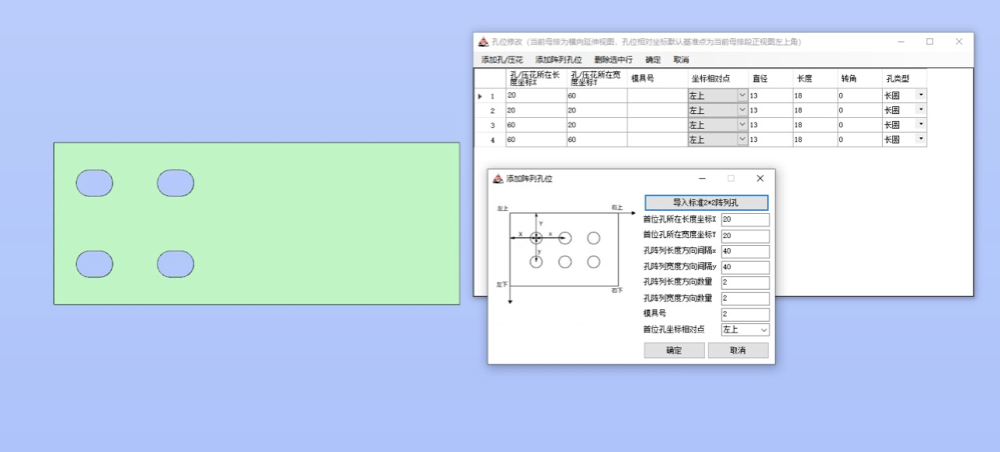
7)线性阵列:在做多个孔同等距的情况下,在孔位修改中选择添加阵列孔,先定位第一个孔的位置,然后更改阵列孔的数据,生成多个线性阵列孔,或者导入标准阵列孔,生成标准孔位。此功能方便快捷,操作简单,大幅度解决了画图繁琐,降低了出错率,提高工作效率。
8)自动排布铜排,可以在原材料上合理分配加工工件。多个文件合成一个工件,能最大化的节省材料,实现加工工件的最优化。
调入母排1:

调入母排2:

调入母排3:
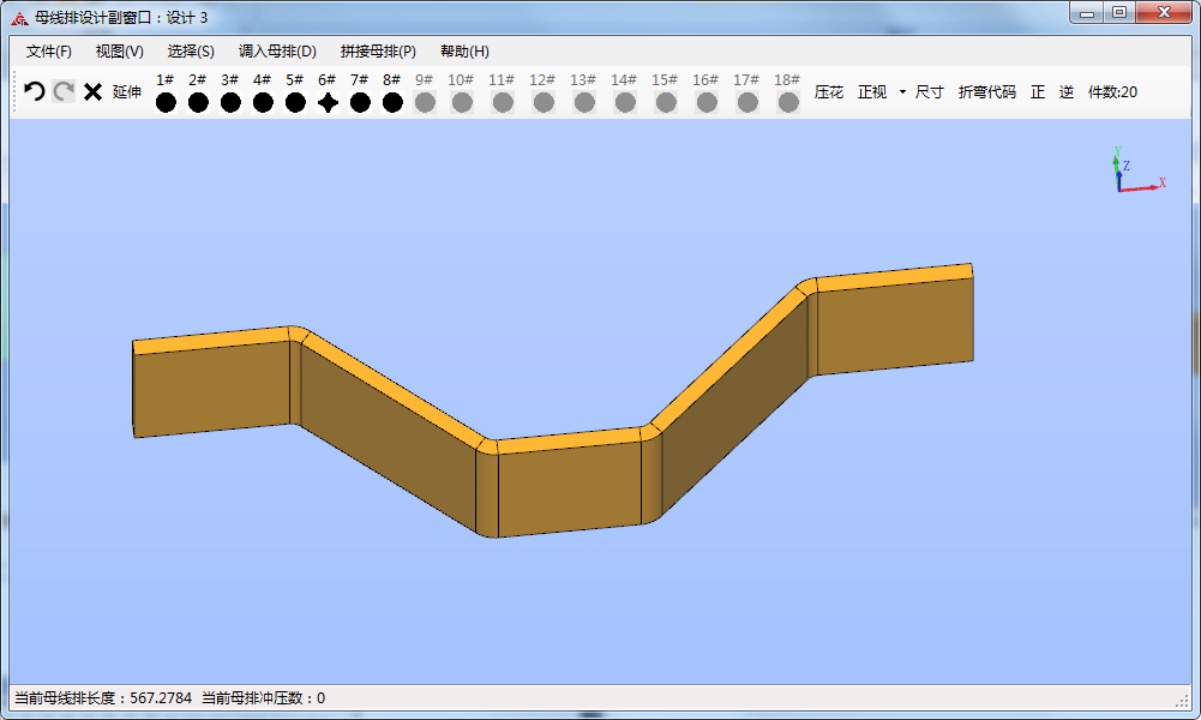
整体的工程展开:

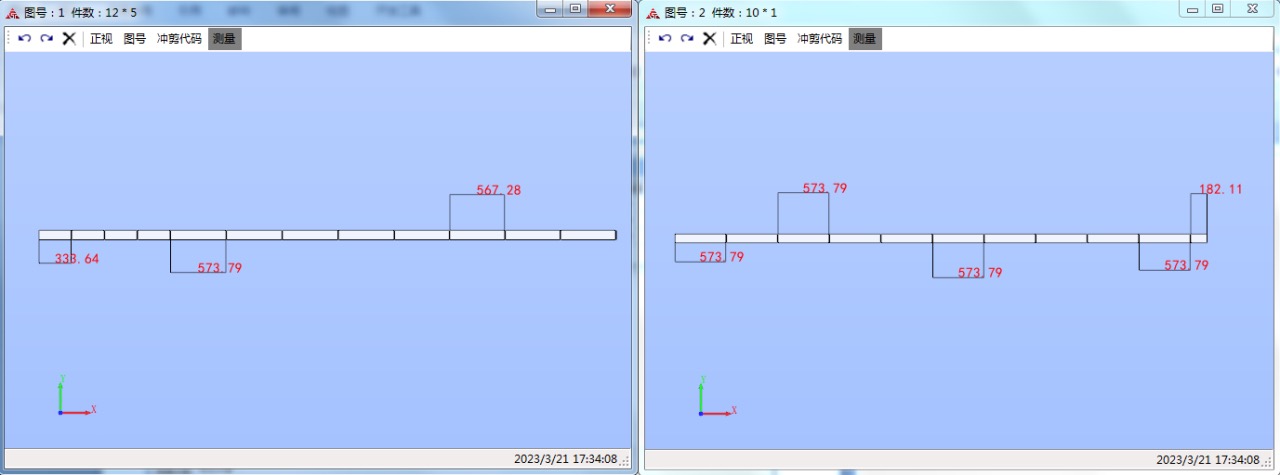
优化排产下料:这是代表上面三个母排的展开图,此时软件计算出最合适的切割距离以及最合适的加工排列方式,以达到节约铜排的目的,加工出来工件为折弯准备。
留言咨询
WRITE A MESSAGE TO US
联系我们
热线电话:400-800-6863
销售热线:0531-85970623
0531-85664026
0531-85666595
售后服务:0531-85991480
服务传真:0531-85979366
投诉电话:15969672031
外贸合作:+86-531-85669527
邮 箱:highcock@highcock.com
地 址:山东省济南市槐荫区美里路1616号

微信公众平台
Copyright © 2022 山东高机工业机械有限公司 ICP备05010073号 网站建设:中企动力济南 SEO标签




























